宙斯泵业HFM系列后吸式耐腐耐磨压滤泵的特色在于:结构独特;密封寿命长于同类泵1~2倍,尤其是带压输送岗位(压滤机专用泵或带压喷淋循环泵),密封优势尤其明显;高压力的工况下,耐磨性优于常规泵。因为双级加压,料浆泵的叶轮线速度在22~28米/秒之间,即可获得0.8~1MPa的出口压力,而同类单级料浆泵的叶轮线速度在35~40米/秒左右,才能获得0.8~1MPa的出口压力。叶轮线速度下降,同工况下耐磨性能成几何倍数提高。该泵投放市场后,极受用户欢迎,已快速覆盖有色冶炼、环保、化工、钛白粉、非金属矿加工等行业。适用于输送100℃以内的腐蚀性清液或料浆。
 HFM耐腐耐磨泵是由宜兴市宙斯泵业有限公司首创研发,是一种新型的衬里型后吸式(轴密封位置与进液口同向)无泄漏耐腐耐磨泵。该泵是总结了普通耐腐耐磨砂浆泵,在运行时,密封容易泄漏的情况下开发的一种新型压力输送泵,其中应用五项宙斯泵业自有创新技术(专利)。
HFM耐腐耐磨泵是由宜兴市宙斯泵业有限公司首创研发,是一种新型的衬里型后吸式(轴密封位置与进液口同向)无泄漏耐腐耐磨泵。该泵是总结了普通耐腐耐磨砂浆泵,在运行时,密封容易泄漏的情况下开发的一种新型压力输送泵,其中应用五项宙斯泵业自有创新技术(专利)。
其主要特点是:
一. 泵进液口在轴密封同向,轴密封处在负压环境下,因此不会泄漏,克服了原有耐腐耐磨泵易损坏,轴密封易泄漏的固疾。
二. 应用范围广泛:该泵备有多种可以互换的衬里材料,可以适用各种化学性质的腐蚀性、磨蚀性清液和料浆的输送,而且各种不同材料的备件互换性能好,用户调整极为方便。
三. 运行费用低:其主要因素有二个,一是易损件泵盖和吸入口等采用了分体式结构,设有独立的耐腐耐磨易损件,更换方便,更为经济。二是泵的密封不采用背叶轮减压,节省了轴功率的消耗,节省了能源。
四. HFM-II型双级耐腐耐磨料浆泵的另一个优点是:耐磨性好,因为以较低的单个叶轮线速度,获得较高的泵出口压力,从而克服了单级料浆泵为增加压力而增加叶轮线速度,而导致叶轮、泵壳磨损加剧的缺点,有效提高了叶轮、泵盖等磨损件的使用寿命。
五. HFM-II型双级耐腐耐磨泵由于压力高,在配用高压过滤的压滤机时、过滤效果好,滤饼含水量少,克服了压滤机配用泵压力不足的缺点。
一. 本系列泵可输送100℃温度以内的各类腐蚀性和非腐蚀性清液和料浆或用作各类压滤机加压喂料用泵,例如:有色金属的锌、铜、钴、镍、锰等湿法冶炼工艺的压滤机配用泵或工艺流程泵,矿山选矿、非金属矿产加工(钛白粉、高岭土等)工艺中的浆体输送泵,环保产业中的污泥、废渣输送泵,其它化工、染料、制药、食品生产工艺中的压滤泵或压力输送泵。
二. 长期逼压运行(泵出口压力高)输送腐蚀性介质的岗位,如烟气脱硫、大气治理中的压力喷淋泵、压力冲洗泵等。
三. 其它泵输送介质时,容易泄漏的岗位。
四. 该泵有单级和双级二个系列,能满足需要小流量高压力输送腐蚀性料浆的岗位。
不适用岗位:吸入口液体液位低于泵位置1.2m以下或吸入口负压过大的岗位。
型号说明

过流材料的选定
改性超高分子量聚乙烯(U00):适用于100℃以内的腐蚀性、磨蚀性料浆的输送。
耐腐耐磨不锈钢(B):适用于110℃以内的磨蚀性料浆的输送。例如用于电解锌、电解锰等高温浸出的工序中的高温浆体的输送,效果会更好。
聚丙烯(P):用于无固相物料的清液的输送。例如废气处理系统的逼压喷淋泵(烟气脱硫等)。
氟塑料(F):主要适用输送带溶剂的介质和强氧化性介质,例如浓硝酸等。
聚氨脂橡胶(PU):主要适用于腐蚀性要求低,而磨蚀性严重的岗位,如排渣泵,或选矿中的旋流器配用泵。
过流部件需不锈钢、A3钢等金属材料,请与本公司联系!
安装注意事项
1. 泵的进出口依次安装阀门及橡胶抗震节(管道补偿器)以方便检修。
2. 在泵的安装顺序上,要先连接进出口管路镙栓,再紧固定脚螺栓,以防连接管路时对泵产生拉伸性应力,损坏泵机。
3. 出口管路距离长(高)的岗位及HFM-II型泵,应在出口处安装止回阀,以防停车时出口高压水锤对泵产生破坏力。
4. 泵的进出口管路的配置:为减少管道流阻、提高管道的输送效率,泵的配管应大于泵进出口一个等级。
5. 泵的进出口管路应设重力支撑系统,泵不能承受管道重量。
槽位安装示意及注意事项

启动、运行及维护
1. 运行前的检查
试运行前应先用手盘动联轴器或轴,检查转向是否正确,运转是否灵活,如盘不动或有异常声音,应及时检查,检查时先从外部用手检查联轴器是否水平,从轴承座上的油镜孔处查看润滑油的位置是否在油镜的中心线附近(太多应放掉一些,太少应加上一些),边检查边盘动,如果问题依然存在,就要拆泵检查(拆泵时请参照本说明书上的结构简图和拆装程序),清理异物,并和本公司联系协商解决方法。同时检查外冷却系统有无加冷却水或加注(存)冷却油。
2. 开车步骤
a.将泵内灌满液体
b.及时打开进口阀门(如进口阀门为单向止回阀,就不需要人工操作)
c.接通电源
d.再打开出口阀门
3. 运行
运行中如有异常声音,或有电机发热等不正常情况出现时,也应停机检查,检查方法和步骤同8.1.1.
4. 停机
a.先关闭出口处阀门
b.切断电源,并及时关闭进口处阀门;(如进口阀门为单向止回阀,就不需要人工操作)。
5. 维护
 a.轴承座中应定期更换润滑油(CD40#柴机油),一般以运行6个月为更换周期。加注润滑油的油位以到油镜中心线为好(见右图)。油位太低起不到润滑作用,太高轴功率消耗负荷增加。
a.轴承座中应定期更换润滑油(CD40#柴机油),一般以运行6个月为更换周期。加注润滑油的油位以到油镜中心线为好(见右图)。油位太低起不到润滑作用,太高轴功率消耗负荷增加。
b.寒冷季节,停泵后若有结冰现象,应先接通密封处冷却水,必要时可加热水进去解冻,之后用手盘动联轴器,直到运转灵活,再按照启动步骤开车。
c.有冷却水装置的泵,开车前应先接通冷却水,泵正常运行时,可继续接通,若条件不允许也可停掉,冷却水的压力控制在0.05MPa以下,自来水即可;
d.泵在关闭出口阀门时的运行称为闭压运行状态,全塑泵或衬塑泵的闭压运行时间应尽可能减短,常温介质以不超过5分种为限,高温介质最好不要超过2分种;
e.泵不能承受进出口管道的重量,进口管路越短越好,泵出口到阀门处的垂直高度应尽可能短;
f.保持电机上没有水迹,防止电机受潮。
拆装程序
1. HFM-I型单级泵的拆装顺序(参照泵的结构简图)
a.松开轴承座17和泵壳9间的连接镙栓,卸下泵壳9;
b.旋下锁紧螺母2及防转螺母5,卸下锁紧螺母L垫7、华司6、叶轮8及叶轮垫10;
c.松开密封盒压盖24与吸入口三通16的连接螺栓,从轴承座17上取下后泵盖13及吸入口三通16;
d.依此取下叶轮顶圈11、前轴套15、前轴套垫18、减压副叶轮19、减压副叶轮垫20、密封盒垫21、密封盒22、K形密封圈23、密封盒压盖24、后轴套一25、后轴套垫一26、后轴套二27、后轴套垫二28、挡酸片29;
e.松开前后轴承侧盖31、40的连接螺栓,即可拆下主轴35与其它配件。
2. HFM-II型双级泵的拆装顺序(参照泵的结构简图)
a.拆下泵壳7一级出口与前泵盖1的联管,松开前泵盖1与泵壳的连接螺栓,卸下前泵盖1;
b.旋下锁紧螺母2及防转螺母4,卸下锁紧螺母L垫6、华司5、二级叶轮8、二级叶轮垫9;
c.松开泵壳7与轴承座20间的连接螺栓,卸下泵壳7;
d.拆下一级叶轮10、一级叶轮垫12;
e.松开密封盒压盖25与吸入口三通17的连接螺栓,从轴承座上取下后泵盖15及吸入口三通17;
f.依此取下叶轮顶圈11、前轴套16、前轴套垫18、减压副叶轮19、减压副叶轮垫21、密封盒垫24、密封盒22、K形密封圈23、密封盒压盖25、后轴套一26、后轴套垫一27、后轴套二28、后轴套垫二30、挡酸片29;
g.松开前后轴承侧盖32、41的连接螺栓,即可拆下主轴36与其它配件。
3. 安装顺序与拆卸顺序相反,需要注意的是:
a.注意装上各部件之间的垫床,不可遗漏;
b.重新安装后,请执行运行前的检查;
c.将叶轮拼帽拼紧后,检查一下叶轮与泵壳之间的间隙,此间隙要求在2mm左右。
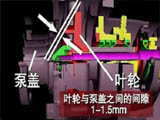
d.安装好泵盖后,检查一下泵盖与叶轮之间的间隙(从出口处往里看),此间隙应保证在2mm左右,高温介质用泵,此间隙要求在3mm左右。
e.叶轮与泵壳之间的间隙达不到要求的,可通过增减叶轮与轴套之间的垫片来进行调整。
f.泵盖与叶轮之间的间隙达不到要求的,可通过增减泵壳与泵盖之间的垫片来进行调整。
主要故障原因分析及排除
| 故障 |
原因 |
解决方法 |
| 噪音大 |
1. 主轴联轴器、电机联轴器不同轴。
2. 联轴器六角弹性块磨损。
3. 进口管路太小,或进口阀门未先打开。
4. 出口阀门开启太大。
5. 底脚镙栓松动,或底板不平整。
6. 轴承损坏引起。
7. 泵腔内有杂物或叶轮变形。 |
排除以上原因即可。 |
| 流量不足或压力下降 |
1. 进出口管路堵塞。
2. 吸入口管路过长、过细。
3. 泵吸入口有塑料纸等杂物。
4. 料浆的浓度过高。
5. 叶轮或泵盖磨损,容积效率降低。
6. 电机缺相。
7. 电机反转或转速有误。
8. 吸程太高。
9. 吸入口管路内漏气。 |
查清以上原因,逐个排除。 |
| 停车时密封泄露 |
1. 密封圈磨损。
2. 密封圈和轴套同轴度未调整到位。
3. 轴套开裂。
4. 泵壳、泵盖和轴座之间连接时不平行,影响了
密封件的同轴度。 |
查清原因,逐个调整。 |
| 电机发热 |
1. 负载过大。
2. 电机轴承问题。
3. 泵主电联轴器间隙太小。 |
1. 调整电机功率。
2. 关小泵出口阀门。
3. 更换轴承。
4. 调整主电联轴器间隙。 |
| 轴座发热 |
1. 轴承走外圈。
2. 轴承安装不平整。
3. 轴座前后二孔不同轴。
4. 轴承座侧盖太紧不平衡。
5. 轴承质量问题。 |
查清原因,逐个调整。 |
| 联轴器旋转不灵活 |
1. 轴承损坏。
2. 泵腔内叶轮和泵壳(盖)间隙小卡住了。
3. 泵腔内有泥砂泥浆阻碍叶轮转动。
4. 主电联轴器间隙太小。 |
查清原因,逐个调整。 |